 1805368350218053683502
1805368350218053683502
一、乡镇饮用水净化
(1)陕西安康乡镇供水项目
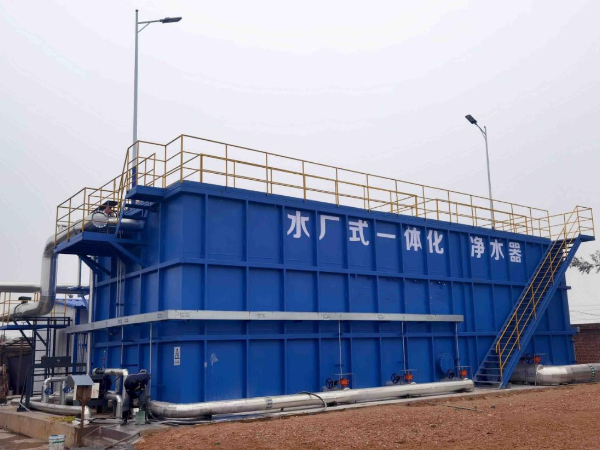
采用卧式一体化净水设备(30吨/小时处理量),集成混合反应、絮凝沉淀、过滤消毒等功能,全自动运行。通过斜板澄清器与石英砂滤池组合,出水浊度≤3NTU,符合《生活饮用水卫生标准》(GB5749-2022),解决江河水处理难题。
设备主体采用碳钢材质,配备自动加药、排泥及反冲洗系统,运维成本降低60%,水质稳定性显著提升。
(2)湖南岳阳乡镇供水工程
处理规模80m³/h,以地表水为水源,采用“絮凝-斜管沉淀-石英砂过滤”工艺,出水悬浮物(SS)≤2ppm。设备内设环氧无毒涂层,保障卫生安全,全流程自动化管理,仅需定期水质监测。
二、市政及应急供水
(1)老旧水站改造
某地市政水厂采用模块化设备替代传统工艺,占地减少60%,工期缩短80%。通过网格絮凝、V型滤池等工艺,出水浊度稳定在1NTU以下,支持远程云监控,实现快速应急响应。

(2)景区/学校供水系统
浙江某景区部署一体化设备,处理湖水及微污染水源,配备紫外线消毒模块,出水微生物指标达标。设备采用不锈钢材质,耐腐蚀性强,适应高客流季节性水质波动。
三、工业用水处理

(1)电子行业超纯水制备
某电子厂采用“预处理+活性炭吸附+超滤”组合工艺,去除原水中重金属离子(去除率≥99.99%)及有机物,为生产线提供符合行业标准的超纯水,设备模块化设计支持后期扩容。
(2)食品饮料生产用水
山东某饮料厂使用不锈钢一体化设备,集成多级过滤与次氯酸钠消毒,有效控制细菌总数(≤100CFU/mL),同时保留钙、镁矿物质,满足《食品安全国家标准》要求。
四、农村安全饮水工程
(1)高浊度水源处理
针对黄河沿岸农村水源浊度高(瞬时≤3000NTU)的特点,采用强化混凝+斜管沉淀工艺,搭配智能加药系统,实现无人值守运行,运维成本降低50%以上。

(2)技术优势
模块化设计:支持快速组装与扩容,适配不同处理规模;
智能化控制:PLC系统实现水质参数实时监测与报警,数据可远程追溯;
节能环保:反冲洗耗水量减少30%,污泥可资源化处理。
(3)经济效益
与传统工艺相比,建设成本降低40%-60%,碳排放减少75%;
自动化运维减少人工干预,设备寿命可达20年。

服务热线
用微信“扫一扫”加好友咨询