 1805368350218053683502
1805368350218053683502


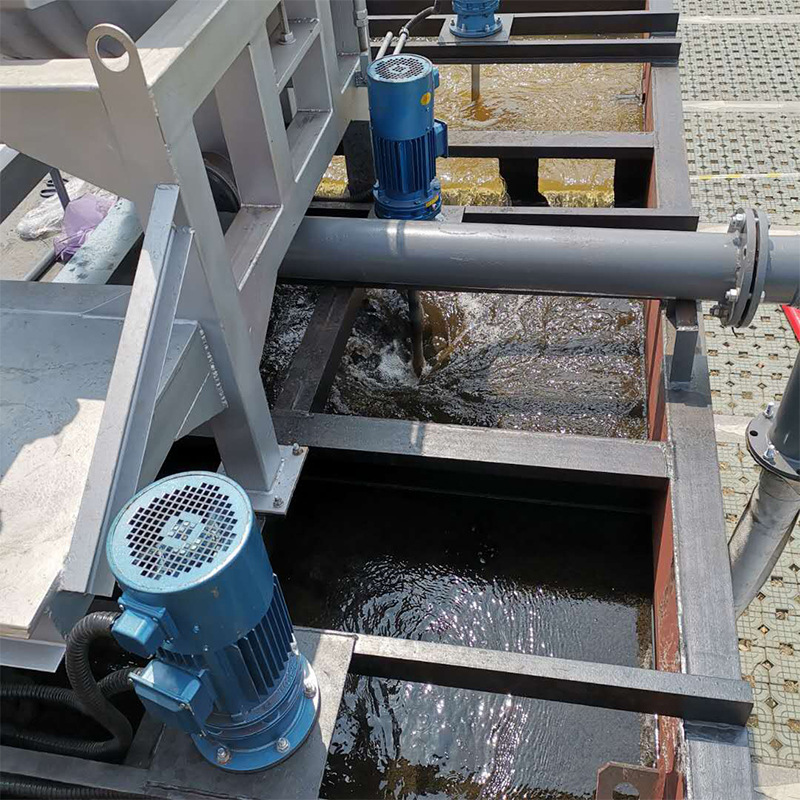
磁混凝一体化沉淀池又叫磁混凝设备,磁混凝沉淀池,磁混凝一体化设备等,它是集磁粉投加、混凝反应、固液分离于一体的高效污水处理设备。它利用磁粉与污染物结合特性强化处理过程:污水先与磁粉、混凝剂混合,形成磁 – 混凝絮体;在沉淀区,絮体快速沉降实现泥水分离;沉淀后的污泥经处理,磁粉分离后循环利用,剩余污泥排出。
一、产品概述
磁混凝一体化沉淀池又叫磁混凝设备,磁混凝沉淀池,磁混凝一体化设备等,它是集磁粉投加、混凝反应、固液分离于一体的高效污水处理设备。它利用磁粉与污染物结合特性强化处理过程:污水先与磁粉、混凝剂混合,形成磁 – 混凝絮体;在沉淀区,絮体快速沉降实现泥水分离;沉淀后的污泥经处理,磁粉分离后循环利用,剩余污泥排出。
该设备优势明显:
处理效率上,沉降速度比传统沉淀池快 3 – 5 倍,水力停留时间仅 20 – 30 分钟;占地空间小,仅为传统工艺的 1/3 – 1/2;水质净化效果佳,悬浮物去除率超 95%,浊度可低至 1 NTU 以下,对总磷、化学需氧量也有良好去除效果;运行成本低,磁粉回收率超 99%,可减少药剂用量和污泥处理费用。
二、基本技术参数原理
(一)技术原理
磁混凝一体化沉淀池基于 “磁力协同混凝沉淀” 原理。混凝反应时,磁粉充当 “种子”,与混凝剂、助凝剂协同作用,加速絮体形成并提高密实度。沉淀过程中,磁混凝絮体因重力快速下沉,提升固液分离效率。磁分离环节利用高强度磁场,实现磁粉循环,降低运行成本。
(二)技术参数
设备处理水量范围在 10 – 5000m³/d,可根据需求定制。适宜的进水 SS 浓度不超过 2000mg/L,正常运行下,出水 SS 浓度能控制在 10mg/L 以下 。磁粉投加量一般在 10 – 50mg/L,回收率高达 99% 以上。设备表面负荷处于 15 – 30m³/(m²・h),材质多采用碳钢防腐或不锈钢 304,工作压力不超过 0.6MPa。
三、应用案例
案例 1:市政污水处理厂提标改造
某市政污水处理厂原出水水质不达标,引入该设备进行深度处理。设备日处理水量 2000m³,进水 SS 浓度 150mg/L、TP 浓度 1.5mg/L 。处理后,出水 SS 浓度降至 5mg/L,TP 浓度降至 0.3mg/L,稳定达到一级 A 标准,显著提升水质。
案例 2:印染厂废水处理
某印染厂废水污染物复杂,采用磁混凝一体化沉淀池处理,日处理水量 500m³,进水 COD 浓度 800mg/L、SS 浓度 300mg/L。处理后,出水 COD 浓度降至 150mg/L,SS 浓度降至 15mg/L,减轻了后续生化处理负荷,降低企业排污成本。
四、采购指南
(一)明确处理需求
根据污水产生量、进水污染物种类及浓度、目标出水水质,确定设备处理规模与工艺参数。若污水总磷含量高,需重点关注设备除磷能力。
(二)考察供应商实力
优先选择经验丰富、口碑良好且具备专业技术团队的供应商。查看资质证书、过往案例,了解设备实际运行效果,必要时实地考察生产车间。
(三)对比设备性能与价格
综合比较不同供应商设备的材质、磁粉回收率、处理效率、能耗等性能,同时对比设备价格与运行成本,避免因低价选择低质设备。
(四)关注售后服务
选择能提供安装调试、人员培训、定期维护及快速故障响应服务的供应商,保障设备长期稳定运行。


五、常见问题分析
(一)磁粉流失严重
磁粉流失可能因磁分离设备参数不当,如磁场强度不足、污泥停留时间短,或磁粉质量差。解决办法是调整设备参数,选用优质磁粉并定期检测磁性。
(二)出水水质不达标
进水水质突变或药剂投加不合理会导致出水不达标。需实时监测进水水质,及时调整药剂用量,检查设备各环节运行参数。
(三)设备运行噪音大
刮泥机、搅拌器部件松动磨损,或水泵运行异常会产生噪音。应定期检查设备部件连接与磨损情况,紧固松动部件、更换磨损零件,确保水泵正常运转。

服务热线
用微信“扫一扫”加好友咨询